



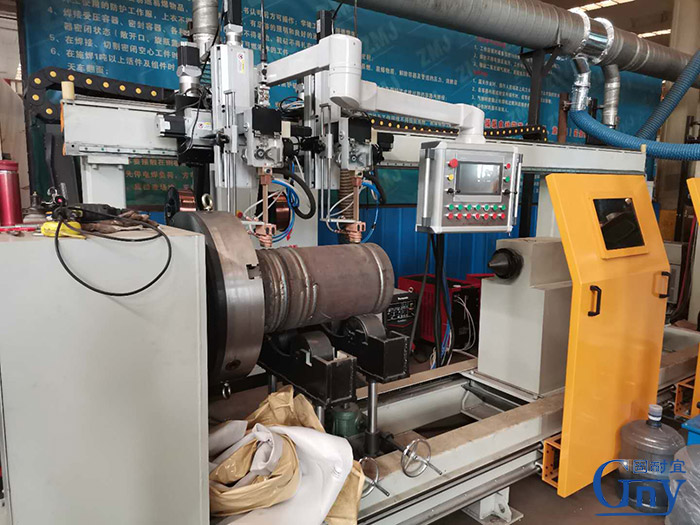
軋輥堆焊修復內容及設備說明 滾面可以說是網站的主打產品,這一點也是顯而易見的。所以在這個具體的產品上,需要有一個全面的了解,才能達到預期的學習效果,不遺漏任何一個知識點。因此,基于上述要求,為了促進他們的學習進程,以下工作將繼續進行,具體如下。 1.軋輥堆焊修復主要有哪些?而且,如果堆焊時軋輥表面有開口或裂紋,是什么原因? 軋輥堆焊的修復包括減徑、局部修復和整體修復,三者都非常重要,缺一不可。如果軋輥堆焊表面有開口或裂紋,具體原因是所用材料的含碳量過高,導致此問題。 2.軋輥堆焊設備,為什么? 軋輥堆焊設備的主要應用是軋輥表面的堆焊和磨損軋輥的修復。此外,它可以自動進行和完成軋輥修復工作。采用的焊接方法是自動埋弧焊。此外,工件可以旋轉和定位,以成功完成焊接。因此,它具有結構簡單、操作方便、易于調節的優點。 3.滾堆焊,如果分開理解,那么,我們需要知道什么? 輥堆焊,如果分開,那么,我們應該知道它主要包括 堆焊是指焊接、修復和再利用工件的磨損部分。對于滾輪,有些需要表面處理,有些則不需要。具體原因和不同材質軋輥的焊接性有關,所以是由軋輥的焊接性決定的。
軋輥表面檢查的注意事項: 1.質量檢測設備的外觀質量以磨床主動渦流檢測為主,其他檢測方法為輔。 2.在渦流檢測中,當信號異常時,缺陷的真實性和位置由磨床操作人員和檢測人員來判斷。3.如果振幅大于設定的靈敏度值,應進行目視檢查。在這種情況下,缺陷可以用肉眼看到。如果沒有目視缺陷,則根據X軸和Y軸顯示的部位進行第二次探傷和復驗。 4.如果信號異常,在該區域進行磁粉或浸泡和超聲波輔助檢測,以辨別缺陷的真偽,并使用超聲波對缺陷進行量化。 5.與各種輔助方法相比,磁粉檢測和超聲波檢測具有很好的實用性和可靠性。 檢查軋輥表面時應注意以上幾點。

堆焊中輥端支撐損壞的原因 在拉矯機的輥箱兩側應使用堆焊輥的端部支撐,以限制中間輥和工作輥的軸向移動。對于輥端支撐經常損壞的問題,一般有以下兩點: 1.輥端支撐質量問題或選擇錯誤。一般是鎢鋼球磨損異常,輥端支撐轉動不靈活。請聯系輥面供應商進行更換。 2.拉矯機的輥箱與S輥不平行。導輥不平行。如果傾斜是由于機架定位精度不好造成的,建議找設備廠家進行改造。如果傾斜是電梯老化造成的,建議更換兩邊的電梯。也有可能是軋輥堆焊的輥箱初始位置不平行。請聯系設備制造商進行修改。