



窄間隙焊接是厚板對接接頭焊前不開坡口或只開小角坡口,留有窄而深的間隙,用MIG焊或埋弧焊完成整個焊縫的高效焊接方法。廣泛用于碳鋼、低合金鋼、鋁合金和鈦合金。其優點是:減少釬料用量,降低成本。減少變形,易于控制。焊接熱輸入低,焊縫金屬和熱影響區的力學性能較好。可采用噴射過渡的熔滴過渡形式進行全位置焊接。設備的可靠性很高,價格也貴。焊絲位置要準確,對電弧的任何不穩定現象都要敏感。容易產生缺陷(應及時修復)。
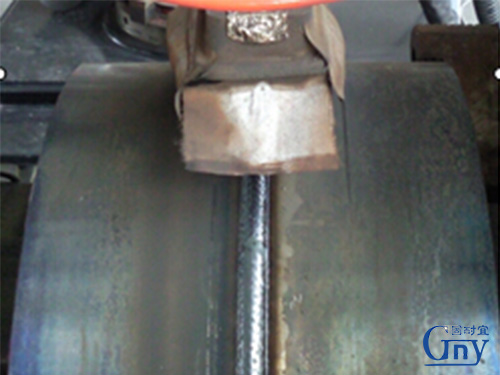
橫向厚壁窄間隙MAG焊工藝:隨著煉油廠和化工廠的大型化,壓力容器的直徑越來越大,壁厚也相應增加。窄間隙MAG焊工藝是用MAG焊焊接厚板對接焊縫的一種特殊工藝。它具有以下特點:焊件開有窄而深的I型槽或小角度的V型槽。坡口角度影響焊接變形,與板材厚度無關。一般板材厚度為30-300mm,坡口間隙為4-12mm。采用多層焊接,每層焊道數盡可能相同,一般為一至兩道。主要使用實心焊絲,保護氣體多為混合氣體,如Ar+O2、Ar+CO2或純CO2氣體。
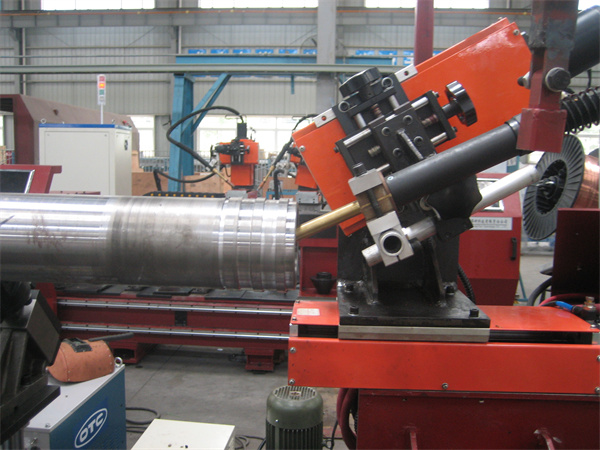
為了實現燈絲窄間隙焊連接,焊槍中的接觸噴嘴應該是平的,并且其表面應該覆蓋有絕緣的聚氟乙烯膜。接觸噴嘴應該是水冷的,以防止高溫燒壞。此外,接觸噴嘴應由焊縫跟蹤裝置引導。此外,焊接電源和送絲機與一般氣體保護焊大致相同。高熱輸入窄間隙焊,主要用于普通碳鋼,以提高生產效率。一般焊絲直翹2.4 ~ 4.8 mm,采用大電流;由于DC極性相反,梨形熔透容易引起裂紋。因此,采用DC正向連接或脈沖電流焊接可以達到良好的效果。由于干伸長的限制,板厚小于40mm,只能平焊;若板材厚度超過40mm,則應采用接觸噴嘴深入間隙的結構,間隙應加大到11 ~ 15 mm。